
Will robots replace humans?
There are many scare-stories about how the adoption of robots in manufacturing facilities will eliminate the need for people on the factory floor. However, far from operators becoming a distant memory, robotics often creates the opportunity for people to take on more value-adding roles, leaving dull and dangerous tasks to the robots.

There are many scare-stories about how the adoption of robots in manufacturing facilities will eliminate the need for people on the factory floor. However, far from operators becoming a distant memory, robotics often creates the opportunity for people to take on more value-adding roles, leaving dull and dangerous tasks to the robots.
Automating tasks not jobs

There is widespread anxiety that robots will take away jobs from people, however the reality couldn’t be more different. While it’s clear that the factory of the future will have more unmanned areas, we will still need operators to interact with the line, just using their skills in other ways. From reprogramming to maintenance and optimisations, there are a whole host of ways in which the inherently human skills of operators will be required to ensure the lines keep on running.
According to McKinsey Global Institute, tasks are more likely to be automated away rather than entire jobs. Robots offer manufacturers the opportunity to remove dull, repetitive tasks from operators, allowing them to take on more value-adding roles or even move into roles that didn’t previously exist.
Potentially hazardous roles, such as weighing out ingredients, will also become automated, removing health and safety issues and protecting operators. For example, we’ll no longer need people to weigh out powders so they won’t be exposed to the dangers of dust inhalation and the occupational asthma that goes with it. Similarly, robots can pick up heavy items, so musculoskeletal disorders should be avoided.
In our experience deploying robotics and automation solutions, manufacturers become more efficient when these systems, employees become more productive in their new roles and this leads to accelerated company growth, offering new opportunities across the board.
The importance of reskilling

In order for people to move into these more value-adding roles, and to overcome the labour shortages that have become so acute, it’s vital that we start early. Education and apprenticeships must begin teaching people the skills they’ll need for the manufacturing of tomorrow. And for those already in the workforce, employers must start reskilling to allow employees to take on the problem-solving, programming or maintenance roles that are now available to them.
We work closely with the University of Lincoln to address this problem and ensure that young people across the country have access to the best opportunities, whether it’s through our apprenticeships or our work to support social mobility, ensuring young people thrive no matter where they were born while supporting our manufacturing industry. We also offer work experience to spark the interest in engineering early and help to encourage the next generation into our fascinating industry.
Automate tasks not jobs and offer new opportunities to your people with APRIL Robotics.
Automating minor powder weighing
Weighing out powders is a vital step in many industries. While big bags / super sacks or silos can automate the dosing of large quantities, operators are required for minor additions. However, with concerns around costs, waste, traceability or the health and safety of the operators themselves, manufacturers understand the need to automate these processes.

Weighing out powders is a vital step in many industries. Whether in food production, personal care and FMCG, chemistry, textiles, paints and coatings, plastics or rubber manufacturing, a large number of powdered ingredients must be measured out to an exact recipe to ensure the final product complies with quality and safety checks. And while big bags / super sacks or silos can automate the dosing of large quantities, when it comes to minor additions, the majority of businesses must rely on operators to get the job done. Yet this is far from an ideal solution. Whether it’s concerns around costs, waste, traceability or the health and safety of the operators themselves, manufacturers understand the drawbacks of manual powder handling. What if there were a way to automate these processes?
Robotic powder handling

Robots are inherently more reliable than humans. When people are involved in powder handling, they make mistakes; that’s human nature when performing repetitive tasks during an eight-hour shift. However, when operators are dealing with allergens or harmful chemicals, this can have dire consequences. If the wrong ingredient is chosen or a label is misread, it can lead to risks to operator and consumer safety. Unmanned facilities remove this risk as once programmed, they can’t make mistakes. With a mean downtime of 30 minutes per year, they also don’t need to stop to maintain their effectiveness, helping to boost your productivity.
The APRIL Robotics Weighing System allows manufacturers to do the same weighing and handling tasks that operators have traditionally completed but much more accurately, without error or waste, and at much faster rates. This can transform productivity levels, allowing you to become more competitive, as well as reducing your costs as only one operator is needed to manage the system.
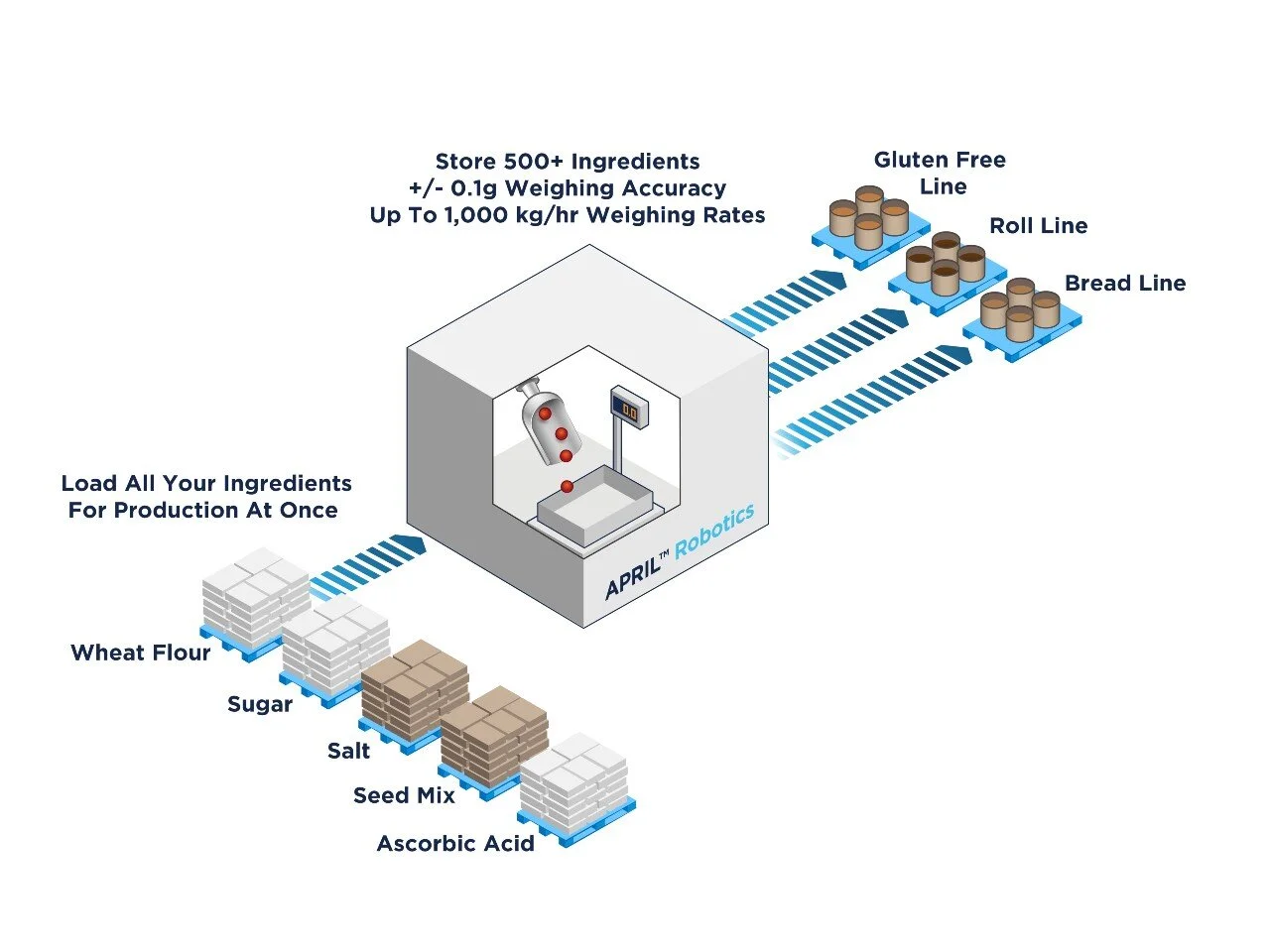
APRIL Robotics Weighing System

APRIL Robotics Weighing System in a bakery
The APRIL Robotics Weighing System automates the manual, repetitive weighing / scaling task in a number of industries, offering unrivalled accuracy, efficiency and traceability. The robot weighs out powders to an accuracy of +/- 1g for both free-flowing and non free-flowing components.
Combining robotics and advanced automation, the technology offers manufacturers a flexible and scalable solution that delivers a repeatable and cost-effective alternative to operators on the factory floor. The system offers exceptional storage density within a small footprint and an unparalleled turndown ratio for high precision powder weighing / scaling. There is strict division between components, eliminating the risk of cross-contamination, as the APRIL Smart Container (ASCs) are managed through the system, including cleaning operations, offering a reliable unmanned operation.
The APRIL Robotics Weighing System integrates seamlessly into your existing ERP or MES, scheduling works orders and ensuring full reporting. If you’re concerned about product safety or quality, the APRIL Weighing System uses advanced vision to track the powders through the entire process offering total traceability for your product and a full audit trail, helping to prevent product recalls. What’s more, secret recipes can be one of their most important pieces of intellectual property. By switching to a fully automated weighing / scaling system, businesses no longer need to share these with operators, controlling and protecting them instead within the system’s software.
Typical operation
APRIL Robotics Weighing System receives works order request for weighed materials.
The system checks whether all materials are in stock from the network of APRIL Smart Containers (ASCs). If one or more components is missing, the system will request replenishment.
APRIL retrieves your powders from the ASCs as per your recipe and weighs them into an ASC Blend Container, bag or box, which can then be delivered directly to the mixer or batch processing vessel or stored for future production.
Unmanned system

Robotics and automation are vital at a time of labour shortages and social distancing, particularly when the additional space required to achieve the latter is not readily available. By investing in fully automated manufacturing systems, businesses can mitigate the impact of these challenges while improving profitability.
In answer to workforce fears of job losses, it’s clear that tasks are more likely to be automated away than entire jobs. Repetitive, routine activities, such as weighing out / scaling ingredients becoming automated removes potential health and safety issues. Operators will no longer be exposed to the dangers of dust inhalation and the occupational asthma that goes with it. Similarly, robots can pick up heavy items, so musculoskeletal disorders should be avoided. With the introduction of automation, operators will be needed in more value-added roles such as controlling robots or maintenance of equipment. The challenge will be to ensure that our workforce has the right skills to meet this future vision.
Cut labour costs while boosting accuracy and productivity with automated powder handling.

Checklist for robotic transformation
While robots are well-established in a number of industries, it’s only more recently that the potential for robotics in the food industry has begun to be realised. Yet the challenges of recent years have encouraged forward-thinking food and beverage manufacturers to consider the benefits of robotics. But where do you start?
While robots are well-established in a number of industries, from automotive to electronic, it’s only more recently that the potential for robotics in the food industry has begun to be realised. And while robots in the packaging line have become more commonplace, it’s still rare to see them in the processing stages. Yet the challenges of recent years, from labour and skills shortages to COVID and productivity slumps, have encouraged forward-thinking food and beverage manufacturers to consider the benefits of robotics. But where do you start?
As with any digital transformation project, the key is preparation. Ensuring you’re clear on your objectives before beginning the project will ensure results and ROI can be achieved from day one, and working with a trusted and experienced partner will help to guide you on the journey. Below we’ve put together a brief checklist outlining some of the main steps you’ll encounter on your transformation journey, explaining how you can plan your way to a successful robotic processing project.
1) Instigating the project
High level scoping of project
Identify the broad areas that can drive the biggest improvements to the business. Where are there opportunities to make significant cost savings or generate competitive advantages? Could changing the way you make your products dramatically improve your flexibility or efficiency? Is this important to your customer? This is where automating your manual handling and batch processing systems through robotic transformation comes into the mix. Location, timescales, budgets and critical results will be key at this stage.

Appoint the owner and project team
Like all projects, having a project owner is vital to champion the robotic transformation, push activities forward and get them over the line. We find that these projects tend to have a Group lead and as well as one at a site level – usually these people are in the Operations team. It’s important to assign these roles as early as possible to give the project momentum and instil clear lines of communication. Consider any other stakeholders that might need to be involved in the project and assemble your project team.
Engage the IT team and technical specialists within the organisation
These key stakeholders will be critical to any transformational project so it’s best to get their buy-in early and bring them on the journey with regular updates and check-ins.
Establish your objectives & KPIs
Are you clear on the drivers of the project? What problem will a robotic system solve? Are you trying to reduce costs while boosting productivity? Is it more about health and safety? Or are you looking to cut waste? Understanding the answers to these questions will determine the success of the project.
2) Defining the project
Understand your current manual processes and workflows
To achieve this stage, the APRIL Robotics team undertakes a system study. Typically, we request up to a year’s data to fully understand your processes and products, allowing us to define your system requirements. We also conduct a site visit to get to grips with your existing operations. You’ll need a process flow diagram to help us understand how the tasks are currently undertaken and where any value-added tasks might be hidden to ensure no operations will be missed in the switch from manual to robotic processing.
Set your benchmarks
Once you’ve understood your current operations, it’s really important to define what you’re benchmarking against so that you can measure the success of the project and understand the ROI. What does good look like now and how much does the new process need to improve on this to justify the investment? This information will help in the decision-making process as well as playing an important role in judging the success of the project to determine future roll-out plans.
Determine integration requirements
It’s important to plan how the robotic system will integrate with your existing manufacturing systems, for example, do you use SAP? Do you have an MES that the robot will need to connect to? Establishing this information at the start can prevent delays down the road.

Conduct trials to validate concept
The APRIL Robotics team conducts trials before taking on any project to ensure that the specific ingredients involved can be weighed accurately or that the batch production achieves the desired results, giving you the confidence to push ahead.
Create your project plan and timeline
Once you’re happy with the first five points, the APRIL Robotics team will help to define your project plan and timeline to meet any critical dates and ensure you’re operational and meeting your objectives within the defined time frame.

3) Completing the project
Now it’s just the small matter of carrying out the project! Having regular reviews between the project team members from the outset ensures you remain focused on the defined objectives, facilitates the transfer of information, keeps the project on schedule and fosters good working relationships internally and with your partners. The APRIL Robotics team also arranges regular check-ins to make the process as smooth as possible and work round any unforeseen hurdles that are sure to crop up!
There are a whole host of specific activities that may need to be undertaken in your specific project, but with a partner like APRIL Robotics, you won’t miss a step in your journey towards robotic transformation. If you want to learn more about what it takes to automate your operations, get in touch with our experts.
How to use OEE waterfall reports to add value to food manufacturing operations
Ask production staff how well the morning run has gone and the conversation could go one of several ways. “It was OK, we managed to get the order out” or “It was terrible, everything that could go wrong went wrong”. Neither is particularly helpful to the maintenance or continuous improvement teams trying to get to the facts to assess what really needs to be done.
The OK comment could easily be hiding a multitude of problems – we may have managed to meet the order demand, but at what cost? We remember talking to one first-line manager who felt the first six hours of the shift had been OK but had not realised 90 minutes had been lost through a variety of speed losses and stoppages. 90 minutes lost in six hours is probably not 'OK' by most measures.
The “everything went wrong” comment is probably worse, “it’s making a funny noise” doesn’t really help the maintenance team when they arrive, especially when the noise has already stopped.
Step forward, the "OEE Waterfall" technique. When the technique is applied to OEE it becomes a consistent and user-friendly way of showing the real impact of production performance. A waterfall might appear to be an unusual model on which to base an OEE production report but when the object of the exercise is to reduce wasted time in the production process it’s a good way to visualise how well, or how badly, things are working.
The OEE waterfall graph for a food manufacturer

The OEE Waterfall graph shows one day of production.
Plan - our production aspiration, the time we intend to run the plant to fulfil the order demand, they are planning to run for 18 hours per day.
Mechanical/electrical. Downtime associated with mechanical or electrical faults.
Operational issues. Downtime such as slow running machinery,
Planned – Planned downtime has been scheduled in and would cover off product changeovers, breaks etc.
Short stoppages – Short stops - these can be particularly damaging for OEE.
Variance to standard – Poor product quality.
Waiting for internal – Waiting for internal resources, this will drill down to labour, ingredients etc.
Added value – ‘Added Value’ the true point of the exercise, our production aspiration was 18 hours but we managed to add value to the business for just 9.5 hours.
Baseline captured, time to improve.
Once that baseline of Added Value is generated, in the above example 10 hours, we can continue to capture accurate data and create an improvement culture.
Publish the results. Many customers chose to highlight KPIs on large TVs in the canteen so everyone can see the improvements made.
Techniques to improve.
Agree to a blame amnesty; it’s not about fault it’s about resolution
Create a top 5 or top 10 loss wall in the CI campaign room
Take a series of photographs of the loss to be improved
Take a photograph of the person accountable for that improvement
Show the position of that loss by generating a graph of top 5 or top 10 losses
Generate a graph for the specific loss over time, usually thirteen weeks
Document an improvement plan of action to resolve the issue
Record progress and meet weekly to monitor resolution
React to a lack of progress and provide additional support to the person accountable as required
Don’t change direction when things get tough, or change the system
Just keep remembering the effect of a low ‘added value’ score. In the illustration above the factory has funded the assets, labour, materials and energy costs to the tune of 18 hours per day but has only gained 9.5 hours of effective production output, fit for sale, in return. It’s sobering to consider that virtually every improvement that increases that value of 9.5 hours either reduces the loss or goes straight to the bottom line as profit.
Do I need a thick or thin client solution for autocoding?
We explain the difference between thin and thick client solutions and why we recommend a thick-client solution for critical compliance processes like autocoding.
At first glance, thin clients seem to offer advantages over thick clients. So why are thick clients still used for critical compliance processes? We spoke to Harry Norman, OAL’s Managing Director, to understand the difference between thin and thick clients, and why thick clients are preferred for OAL Connected systems.
What are thick and thin clients?

Thin clients
A thin client relies on a central server for its processing power, requiring constant communication with this server to work.
The reduced amount of hardware inside thin clients makes them more secure than other options, cheaper to buy and run, and easier for your IT team to swap out and replace if a unit stops working. However, as the server handles the bulk of the workload, a thin client doesn’t have a hard disk drive for local data storage. If the connection to the server is lost, so is all the data as there is nowhere for the thin client to store it. There are also no connections for external devices such as printers, which may cause problems in certain applications.
Thick clients
A thick client is connected to a central server but will process the data itself and transmit it to the server for archiving, rather than relying on the server to do the work.
Thick clients can cost more upfront as there is more hardware to deploy, however you’ll need fewer servers with thick clients, which can reduce costs significantly. What’s more, as thick clients have their own hard disk drive, they can store production data locally. This means it only requires intermittent access to a server and can operate independently, as well as working uninterrupted, even during an IT upgrade. They also have superior processing power compared to a thin client, which can support greater functionality on your line.
Why does OAL Autocoding use thick clients?
The Autocoding system is used to prevent product recalls and ensure that products are in the correct packaging. The risks of a customer getting an allergen-containing product that is incorrectly labelled can be life threatening for the customer, as well as costly for the manufacturer: product recalls are estimated to cost £150k or more when the total direct and indirect costs are added up.
Because of this, it’s critical that your label & date code verification system is always working. With a thin client, if the network connection to the server is interrupted, there is a high risk that the product won’t be verified. While networks are more robust than they used to be, wireless networks can still be intermittent and wired connections can be easily severed in a power cut or with a loose cable.
Even if your network connection is stable, the connection to the server could be slow as the information buffers. It’s possible that a mismatched label could have already gone down the production line before the mismatch is detected, making it harder to find the problem. In this scenario, you would fail the fail-safe check in a BRC or retailer audit.
Another point to consider is that some retailer Codes of Practice will specify that a thick client is required for automated label verification processes. However, even if your retailer doesn’t specify a thick client, they can give you built-in resilience in your production line should a problem occur.
Finally, if verification speed is critical, you may be looking at using advanced systems such as artificial intelligence to reduce the time for quality checks. APRIL™ Eye, which uses artificial intelligence to read date codes on packages, can scan up to 1,000 packages per minute – but this requires much greater computing power than a thin client could provide.
By using a thick client, verification can continue even if the network connection is lost or slow, as the thick client can use its local storage until the connection is restored. The savings that thin clients offer during installation can easily be wiped out with one product recall – is it worth the risk?
Who uses thick clients?
Many food manufacturers are aware of the many advantages that thick clients offer when it comes to safeguarding their packaging lines and preventing product recalls. For example, Dawnfresh Seafoods had previously installed an automated system, but it wasn’t fit for purpose and was creating significant production delays and downtime. Dawnfresh turned to OAL for a solution to reduce their product recalls and ensure compliance. Because of the thick client architecture of our OAL Connected system, Dawnfresh achieved compliance with M&S’ Code of Practice while also delivering a 10% increase in packaging line throughput.
When should I use a thin client?
Thin clients offer many advantages and are better suited to some applications more than others, such as data capture processes like SCADA. At OAL, we believe that each system has a place in automation, and will help you choose the best solution for your needs.
Ready to get the security of thick client? Enjoy full line protection with OAL Connected!
Stop allergen product recalls with packaging automation
With allergen-related product recalls on the rise, food manufacturers are under increasing pressure to ensure products are correctly labelled. But why do these errors occur in the first place and how do we stop them? We spoke to Faye Louch, OAL Connected’s Trainer, to understand the problems and how automation can help.
Why is the risk increasing?
Packaging updates
These days packaging has a lot more artwork, which is also updated regularly. Every time a new version of packaging is released, there is a potential to introduce an error into the labelling system. This could be as simple as a missed ingredient or misprinted code.
New product formulae
New product formulations can mean that a small change to the ingredients, which may introduce allergens where previously there were none. When this happens, it is easy to miss the allergens when updating the ingredients, particularly if the packaging has not changed.
Similar packaging
Walk up any supermarket aisle and you'll notice, a lot of food packaging can look very similar. Retailers attract consumer attention by making products within a range look eye-catching and similar, so when the packaging is on the line it can be difficult for an operator to distinguish between an allergen-containing and non-allergen product.

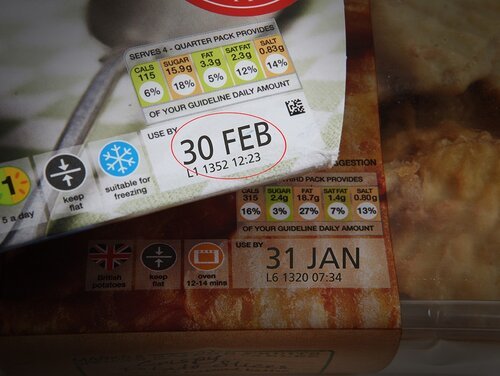
Mismatch example. Tomato soup pot with vegetable soup sleeve.
How can OAL help?
The system scans every product to ensure the correct packaging and date code are applied.
OAL Autocoding controls and automates the set-up of your packaging line devices from a master database of products defined by your technical team.
During the product set up within the system database, the artwork version code gets programmed. This tells the scanner the information it needs to look for.
The scanner will give a mismatch and stop the line instantly if it sees anything other than this information. Preventing incorrect packaged product leaving the factory.
Codes contain letters and numbers and the information must be printed exactly, including capitalisation e.g. P or p.
During the artwork process occasionally letters and numbers can be missed or incorrectly capitalised causing a mismatch within the system.
The mismatch is an indicator that something is wrong in the information that the scanner has seen and requires investigation prior to any product leaving the manufacturing facility.
What about our current 1D codes?
1D codes are the product code. They are used in-store so when scanned they tell the retailer what they have sold you and are about stock replenishment.
The 1D does not alter when the version of the artwork alters, hence the reason for 2D codes.
2D codes offer version control. If there is a change on the artwork then the 2D code will change, this is how manufacturers control versions of Packaging.
The OAL system reads every 2D code that passes the scanner, essentially removing the element of human error from the process and drastically reducing the potential for incorrect packaging and potential allergen related recalls.
Any top tips from Faye?
Artwork is critical
Firstly, get the artwork stage correct. The artwork is created before the packaging gets to site, but it has a massive impact on the scanning process. You need to ensure that the 2D codes are:
The right size
Printed clearly
Have the right white zone
Contain the correct information
Codes that are too small are unreadable or will give incorrect information.
Hence it's important to get your artwork team on-board with 2D code requirements.
Printing best practices
Secondly, for any products that have sleeves on them, consider printing the allergens on the film of the product’s lid. This is a good second step to alert the customer in case the wrong sleeve has been put on the product, or something happens post-production.
The OAL system can do this by adding a second printer to the system to allow a 2 stage controlled printing process.
Stage 1 allows allergen information to be programmed and printed on the pack.
Stage 2 is where the date code information is printed on the pack.
Having stage 1 is important in the control of allergens as it failsafe in the event the product and sleeve become parted the allergen is still available as it is printed on the product film.

How to prevent promo label errors
Promotional labels are a staple of the food industry. Whether it’s offer messaging, like 3 for 2, or product information, such as 100% organic, the options for additional flashes to entice consumers are endless. But ensuring the right promo label is applied to each product, on top of the standard packaging checks that are required, can be difficult and it’s easy to lose track and send out products with incorrect promos – potentially leading to a product recall costing tens of thousands of pounds. We can all agree that this situation is best avoided so how can you prevent promo label errors? Automation can help.
Leave behind complex, paper-based checks…
Ensuring that the right product leaves the factory in the correct packaging with the authorised date code can already be a complex job without automation, with various paper-based checks and approvals. But if you add in promo labels, this brings a whole new level of complexity that can cause problems on the packaging line. Whether your promo labels are applied automatically by your bagger or flow wrapper, or you’re affixing stickers directly to an individual item, without any identifiable features such as a 1D or 2D code, you’re reliant on your operators to match the right product with the right packaging and the right promo label every time. This can be a tall order even with paper checks and control procedures as it’s easy for things to be missed in a busy factory floor with hundreds of products coming down the packaging line every minute.
In most instances with your retail customers, if you apply the wrong promo label, you’ll receive a fine, in addition to the costs associated with removing the product, alongside other indirect costs, such as reputational damage or loss of contracts, so it’s imperative to get this right. But with the risks associated with paper-based and visual checks, you need a more robust system.
Say hello to automation!
The OAL Connected system solves the problem of complex, paper-based checks by automating all label and date code checks. With OAL Connected you can ensure that you have the right product in the right packaging with the right date code every time. And promos can be seamlessly added into these processes. By tracking promo labels as an additional packaging element within your master product database, we’re able to verify the promo label against the running job via offline quality checks at the start of runs and/or at timed intervals, depending on your needs, or as an in-line check, verifying each promo label on every pack. In this way we’re not just detecting promo label presence, we’re actually checking that the right one is present and correct.
Once you’ve mastered your automated checks, some food manufacturers want to take advantage of on-pack verification for verifying promo label details (e.g. colour, shape, characters etc.) using our APRIL Eye vision technology. Our AI-based system can actually read the label, adding an additional level of security to your packaging line.
At OAL Connected, we understand how important it is to prevent any promo label errors. With our robust, flexible and reliable automated checks you can have the confidence that your packaging will be correct every time, saving you time and money. Speak to our experts today and we can advise on the best approach for your facility.
Get the right promo on the right pack every time with OAL Connected.
Online label printing - save money and reduce downtime
In many food facilities, there’s no doubt that offline printing seems convenient, but it can often be problematic. With numerous grower codes, batch sequences and use-by dates to be printed on to individual labels along with the retailer specifications for each SKU, there’s a lot of potential for error. What’s more, the changeover process itself can result in a significant amount of downtime - reducing your efficiency and costing you money. With so many deadlines and volumes to meet, manufacturers just can’t afford these losses. But what if we said you could increase efficiency, minimise downtime and even achieve up to 20% labour cost savings a year, all by printing your labels online?
Minimise downtime

Downtime in some form feels like an inevitability on the packaging line. Whether incurred through initial start-up checks or time spent waiting during a multi-line label changeover, downtime can steadily build. But it doesn’t have to be this way.
You may not have considered it but offline printing is a major cause of downtime. If all of your labels are printed centrally rather than directly on the line, your product runs could be stopped for up to 15 minutes at each changeover while the line is emptied and the next batch of labels is collected and loaded into the line. Once you factor in this stoppage on each of your lines at every product changeover every day... you can see how the downtime builds up, impacting your volumes and increasing your labour costs as your operators have nothing to do for hours each day. For example, if you’re running 80 SKUs on 10 lines, an average changeover of 15 minutes could be costing you up to 20 hours in downtime a day.
Yet with an automated system controlling your printer, you could seamlessly print your labels online and apply them directly to your products, with the right label and information at each changeover. No more downtime between products, increasing your productivity and allowing you to reduce headcount on your line, resulting in up to 20% of annual labour savings.
Reduce waste
By printing labels in real-time, you can reduce the amount of waste from labels printed in advance, as we find that most manufacturers generally over-print to ensure that they have enough to cover each product run. If you consider that you may print 500 additional labels ‘just in case’ with each product run for each line each day, the waste soon adds up. And that’s not even taking into account the waste generated when the wrong label is printed. By printing your labels directly on the line, you can save money on materials in the longer term, as well as helping to contribute to your company’s green initiatives.
Improve accuracy
While the idea of increased productivity and reduced costs and waste is undoubtedly appealing, you may worry about the accuracy of real-time label printing. After all, the last thing you want is a product recall due to incorrect product labelling. That’s where a robust label & date code verification system comes in. Our original Autocoding solution controls the printer to ensure the right information is printed, and then as a final step, our scanners will check that the information on the pack matches the job set up for the line.
For optimal results, we recommend customers use 2D barcodes as they are able to store the batch code, grower number, use-by date and much more in one small area that can be easily read by our system. All of the information is set up by the Technical team so the operators on the line are removed from the process. In this way, our system acts as the final kill step, identifying what the date code is and matching it back to the product run information, rather than just checking that it matches the date put into the printer by the operator, giving you peace of mind that the right product with the right packaging will reach your customers.
Let us help you to boost your efficiency and save money by printing your labels online!

Video: 5 key audit checks for autocoding compliance
Discover the five key audit checks to ensure your autocoding and automation systems comply with retailers code of practice. Faye Louch, Trainer at OAL Connected, explains the five key areas she looks at when auditing food manufacturers label and date code verification systems.
1. System security
It's critical that access to the label and date code verification system is controlled and managed. Controlled access ensures there is a full audit trail for any decisions made on the line and people can be held accountable for their decisions. My key watch-outs are:
Multiple users
Generic accounts
Shared accounts
2. Fail-safe checks
Food manufacturers must ensure fail-safe checks are in place and they are conducted on a daily basis. Fail-safe checks ensure the system is running correctly prior and not susceptible to errors.
It's important engineering are involved so if they are carrying out works on a packaging line, the fail-safe checks are run afterwards.
3. Printers
Access to printers on the line needs to be limited with operators prohibited from changing date codes.
4. Operator interaction
Simply observing operators using the system provides a clear view of their level of understanding and potential training requirements. Spending time asking questions ensures operators fully understand the system.
5. Continuous improvement
Sites should use system reports to drive improvements. For instance, if the site has had a near miss, it should be added to the fail-safe checks to mitigate the risk.
Data embedded barcodes vs 2D barcodes
Data embedded barcodes and 2D barcodes present opportunities to reduce food waste and drive a more efficient food chain. The codes can be used across the supply chain to improve date code management, reduce store wastage and improve rotation. Retailers may require one or the other on their packaging so it’s a good idea to understand both types. The following analysis explains the difference between the two codes and how they function.
Data embedded barcodes
An expanded data barcode is an extended 1D barcode that can store more information. It can incorporate the global trade item number, expiration date or best before date and batch number. The expanded data barcode can then be stacked to make the most of space on the packaging.
2D barcodes
A 2D barcode stores significantly more information than a traditional 1D barcode as it stores information both horizontally (like a 1D code) and vertically. The 2D barcode can incorporate global trade item number, expiration date or best before date, batch number and more information, in a more compact area on the packaging.
