
ADM Milling UK - Smooth upgrade of production-critical 1980s control panel
ADM Milling is a market leader for flour and bakery ingredients with a strong reputation for product quality, technical support and customer service. At their Corby mill, OAL has seamlessly upgraded and modernised production-critical control panels, achieving zero unplanned plant downtime - a notable achievement given the complexities involved.
ADM Milling is a market leader for flour and bakery ingredients with a strong reputation for product quality, technical support and customer service. At their Corby mill, OAL has seamlessly upgraded and modernised production-critical control panels, achieving zero unplanned plant downtime - a notable achievement given the complexities involved.
Upgrading ageing control panels presents significant challenges, particularly for businesses like ADM that depend heavily on continuous production and cannot risk sales losses due to downtime. In this critical situation, ADM trusted OAL based on several key strengths: OAL's industry reputation for being “easy to work with, their proven ability to meet stringent deadlines, and their commitment to prioritising customer needs in all proposed solutions.
The purpose of this project was to replace the existing obsolete MCP12 control panel.
The panels control three flour packing lines.
The new control panel offers less downtime and easier maintenance moving forward due to up-to-date components and accurate documentation. Furthrermore the new panel meets the latest electrical standards and incoprates extra functions
“OAL showed excellent health and safety whilst on-site. They were a respectful team and a diligent workforce with high standards. Nothing was too much trouble for the team and there was no noise on the project!”

OAL engineers complete the installation of the new control panel.
Challenge
The control panel dated from the 1980’s, so although there was a nearly complete set of original drawings, all the modifications over the years were not necessarily fully documented.
Additionally, the fact that the existing field devices and cabling were to be reused, meant that a lot of survey work was required to ensure there were no unknowns when the old panel was disconnected and the new one installed.
The panel needed to be swapped out during a 14-day shutdown, during which no packing could take place, so it was essential to the business that it was completed on time.

The “old” control panel.
Solution
OAL executed the project using our proven methodology, “The OAL Way”. The key activities completed are highlighted below:
Extensive survey work to ensure there were no unexpected issues when disconnecting the existing old panel. As the old saying goes, “An hour in planning (specification) saves 10 hours of doing!”
Designed and build of the new control panel at our factory in Peterborough.
Software modifications the new PLC and I/O sensors.
Factory acceptance test (FAT) of all equipment at OAL.
Disassembly of the new control panel into sections. Reassembly in situ on site due to access restrictions; it needed to be on the 3rd floor.
The following tasks were completed in the 14-day planned downtime window whilst the clocks were ticking:
Identify and disconnect cables from the old panel.
Disassemble and remove the old panel.
Position the new control panel and reconnect cables
Perform I/O testing of all field devices and recomission each packing line.
The plant was ready for start-up on Monday as planned. OAL provided 24/7 cover for support issues following go-live which has subsequently rolled into an annual support contract.

The new upgraded control panels in situ.
Results
Since the successful completion of the project, ADM has had no electrical component failures. The project has secured future reliability and adherence to DSEAR regulations.
The integration of new, current-specification equipment is expected to significantly reduce downtime and simplify maintenance due to the availability of updated and precise documentation.
Upgrading the control panel construction to meet current standards has facilitated the easy modification of control sequences and enabled the incorporation of several additional functions, as requested.
OAL can upgrade your systems too - speak to our team today for advice and guidance.

At a glance
Customer since: 2004
Challenge
Packing lines reliant on a critical control panel from the 1980s
No original electrical drawings
Lots of survey work required
Strict lead time to begin and complete work
Solution
Extensive survey work carried out enabling an accurate work timeframe
The new current spec allows less downtime and easier maintenance
Up-to-date system documentation
Addition of several extra functions
Results
Zero electrical component failures
Up-To-Date system for reliability and longevity
Documentation now up to date for easier future maintenance

Edwards the Welsh Butcher, UK - Eliminate errors with OAL's AI-Driven Label and Date Code Verification System
As a fast-growing leader in the high-quality convenience meats industry, Edwards needed to ensure the correct application of labels and date codes on its expanding range of award-winning products. OAL automated their manual processes with a state-of-the-art, AI-driven label and date code verification system that has been critical in Edwards growth plans.
As a fast-growing leader in the high-quality convenience meats industry, Edwards needed to ensure the correct application of labels and date codes on its expanding range of award-winning products. OAL automated their manual processes with a state-of-the-art, AI-driven label and date code verification system that has been critical in Edwards growth plans.
Challenge
Edwards, The Welsh Butcher faced the daunting task of maintaining label and date code accuracy amid rapid business growth.
Mistakes could lead to expensive recalls, tarnished brand reputation, and regulatory snags. A rapid expansion from 20 to 50 SKUs alongside similar branded artwork was significantly increasing the risk of error.
Why OAL?
Edwards chose to partner with OAL not only for our cutting-edge solutions but also for our ease of collaboration. Our reputation for being easy to work with made OAL a perfect fit for this critical project.

Solution
OAL provided our OAL Connected system for label and date code verification, a hardware and software solution that automates the set-up of printers to stop date coding errors. It uses cameras powered by AI to verify that the packaging is correct. Key features include:
Digitalised master product database. No more paperwork.
Real-Time AI 100% Date Code Verification: Advanced artificial intelligence inspects and verifies every pack date code, eliminating missing and wrong date codes on the pack.
2D Barcodes for Version Control: OAL assisted Edwards in adding 2D barcodes to their packaging artwork, thereby enabling better version control and traceability.
Seamless Integration: Our system is smoothly integrated with Edwards current manufacturing setup, ensuring minimal disruption.
Scalability: Designed with expansion in mind, the system can easily scale to meet increasing production volumes.
User-Friendly Interface: The system features a straightforward dashboard, requiring minimal training for monitoring and control.

APRIL Eye inspects and verifies every pack date code, eliminating missing and wrong date codes on the pack.
Artwork and technical support
Worried about artwork changes? OAL provided consultancy and advice to assist in the integration of 2D barcodes onto the packaging.
2D codes provide full artwork version control. By standardising 2D code placement, cameras are fixed on the line, eliminating operator interventions.

Key results
After implementing OAL’s AI-based label verification system, Edwards experienced:
Zero Errors: The system eliminated previous issues related to incorrect labelling and date coding.
Operational Efficiency: Automation of the verification process, formerly manual, allowed staff to reallocate their time to other key tasks.
Streamlined Growth: The system’s scalability has been crucial in facilitating Edwards growth initiatives.
Enhanced Compliance: Regulatory compliance is now more straightforward, alleviating administrative burdens significantly.
Conclusion
OAL’s AI-driven label and date code verification system has been a cornerstone in the Edwards growth strategy. By ensuring unparalleled accuracy in labelling and date coding, we’ve enabled them to concentrate on what they do best: crafting quality convenience meat products.
For more information on how OAL's AI solutions can help your business, please contact us.
You can automate and digitalise your operations - speak to our team today for advice and guidance.

At a glance
Customer since: 2023
Challenge
Retailer Code of Practice Compliance
Maintaining Label and Date Code Accuracy
Managing complexity as the business grew from 20 to 50 SKUs
Increased Risk of Errors
Solution
Digitalised Product Database
Real-Time AI Date Code Verification
2D Barcodes for Version Control
Seamless Integration
Scalability
User-Friendly Interface
Results
Zero Errors
Operational Efficiency
Streamlined Growth
Enhanced Comliance
Worldwide Fruit, UK - Stopping human error with automated product label verification
Worldwide Fruit is a growing £200+ million turnover fruit marketing and distribution business. Quality is critical to their customers, and they wanted a solution that could scale across their complex operations handling thousands of SKUs from over 1,000 global growers. OAL has helped Worldwide Fruit automate to ensure all its products have the right date code, right packaging and country of origin.
Worldwide Fruit is a growing £200+ million turnover fruit marketing and distribution business. Quality is critical to their customers, and they wanted a solution that could scale across their complex operations handling thousands of SKUs from over 1,000 global growers. OAL has helped Worldwide Fruit automate to ensure all its products have the right date code, right packaging and country of origin.
UPDATE: Worldwide Fruit is on a SMART Industry journey supported by OAL. The first phase deployed label and date code verification to ensure the right-first-time packaging and date coding in 2020, including the use of AI vision checks with APRIL Eye.
In the second phase in 2023, OAL has helped Worldwide Fruit seamlessly integrate their ERP (Prophet), Label and Date Code Verification (OAL), and OEE (Redzone) systems.
Challenge

The right apple must be in the right packaging with the right date code and country of origin.
Ensuring the highest standards of quality control and food safety are mission-critical priorities for Worldwide Fruit. Previously manual human checks of product labels, date code and country of origin were undertaken, but these methods are susceptible to human error, especially in a high-complexity business.
Complexity to Worldwide Fruit is driven by the different product, grower, and packaging combinations. For one category like apples, there are many varieties of apples from different countries with different packaging and promotion requirements from each retailer.
For a production run, Worldwide Fruit must ensure the right product (apple), is in the right packaging with the right date code and country of origin. Any mistake in the process could result in a product recall and a fine from retailers. To address these challenges Worldwide Fruit turned to automation.
Solution
Phase 1: Label and date code verification - 2020
After a review of suppliers, Worldwide Fruit chose to work with OAL because of recommendations and previous experience implementing the OAL system. Furthermore, they wanted to work with a business that could integrate with their existing ERP system, which OAL could demonstrate.
The priority was implementing an “online” label and verification system across its 16 packaging lines to accelerate its digital transformation. Online meaning, every product is verified as opposed to “offline” where a sample is verified.
“The team at OAL are easy to work with, working together we have implemented a robust automated label and date code verification system. By introducing cutting edge artificial intelligence technology we’ve futureproofed our packaging lines, enabling further automation. Crucially we’ve been able to customise the system to meet our unique requirements. The 24/7 support is quick, friendly, and efficient!”
First, a master product database was installed on a site-based SQL server. This is a database managed by the technical team that stores all product information. OAL’s ex-industry trainers assisted WWF in populating the database.
The OAL system was installed and commissioned comprising:
OAL Line Terminals on every line for operators to start and finish jobs and conduct quality checks related to the job.
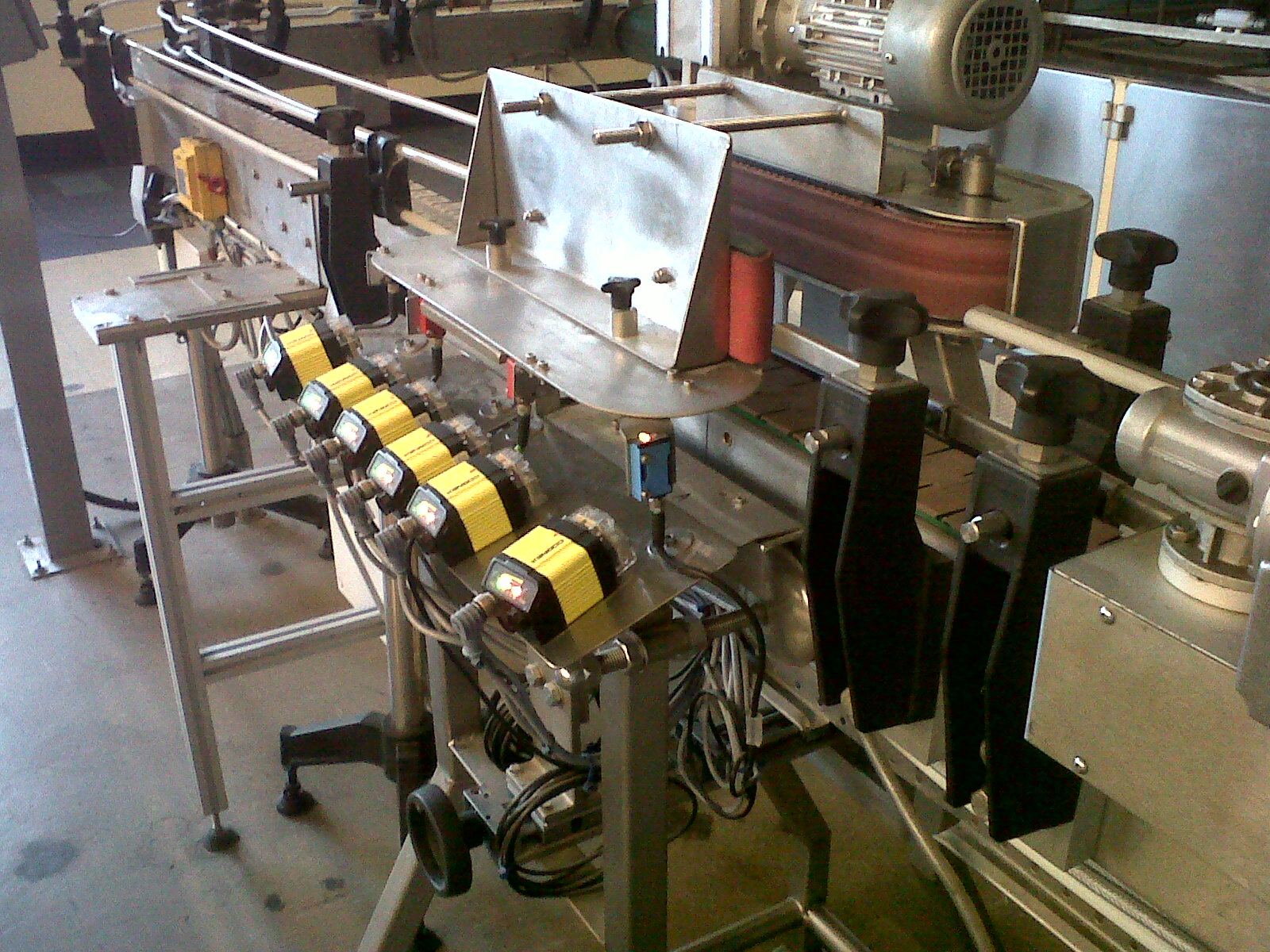
Cameras to scan and verify packaging to ensure the right packaging is applied to the product.
Each online printer was connected to the OAL system. The OAL system controls the printer and tells it the date code to print based on the date code rules in the master product database.
The offline print room printers were also under the control of the OAL system to ensure offline printed labels were also correct.
Finally, the site chose to add an extra layer of assurance with APRIL Eye date code verification. APRIL Eye gives the OAL system the functionality to read back and verify printed date codes in an image. This ensures the right date code is applied, it’s legible and in the right location.
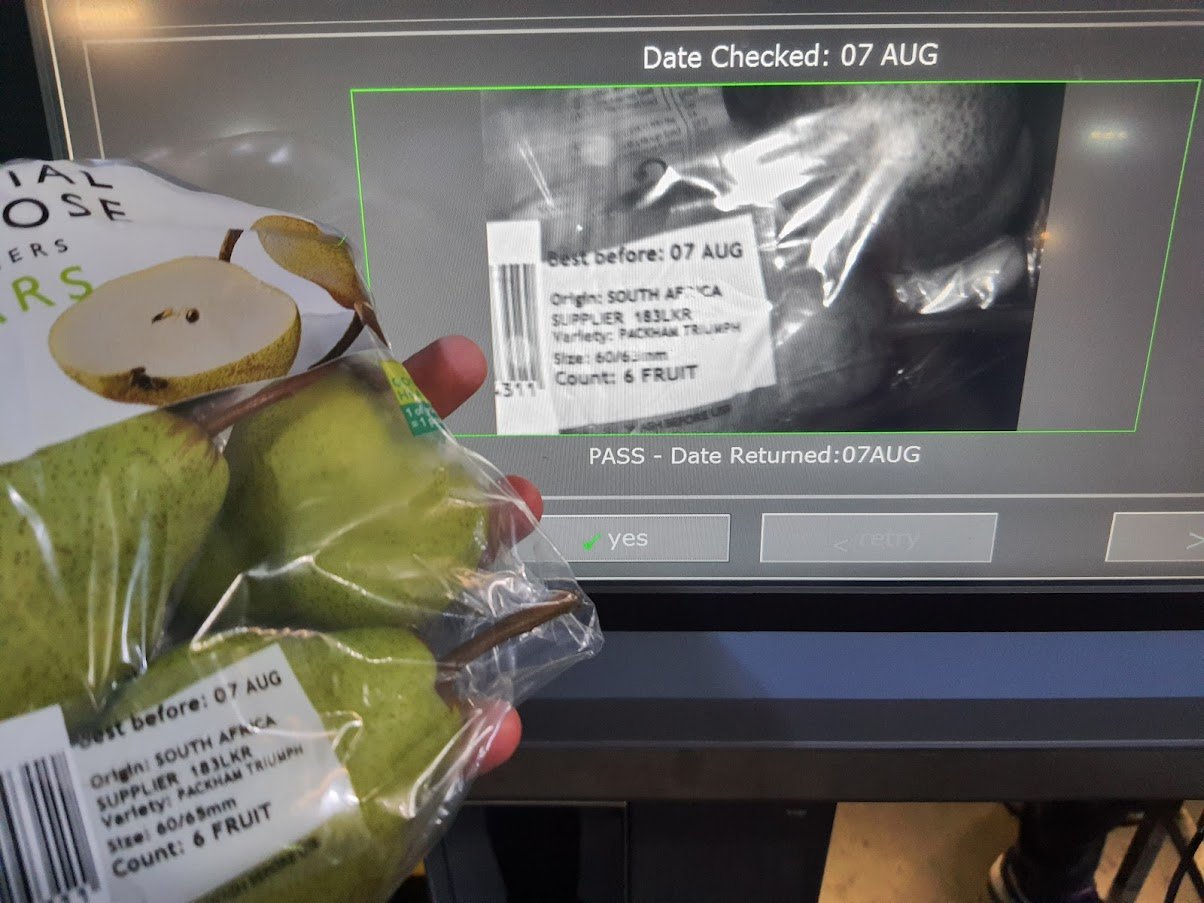
At Worldwide Fruit, as part of start-up, interval and end-of-run checks the operator takes a picture of a finished pack with the OAL line terminal hand scanner. The system checks it’s correct and legible against the current job.
Finally, every check, scan and data point is recorded providing a complete digital audit trail to ensure BRC and retailer code of practice compliance.
OAL provide a 24/7 support contract to minimise downtime and ensure the system is functioning to specification.
Phase 2: ERP and Redzone Integration - 2023
Worldwide Fruit had a long-term vision to automate and digitalise its packhouse to ensure the right data first time. OAL utilised the Ignition SCADA/MES Platform to integrate the different business systems driven by works orders generated in Prophet.
The user experience is:
Job scheduled in Prophet
Job appears for selection on the OAL Line Terminal as a works order
Job selection by operator on the OAL Line Terminal sets up cameras, printers and starts a job in Redzone.
“Working with OAL on this project has been great for managing complexity and automating several ERP tasks with the Ignition MES. OAL has made it easy to ensure right-first-time data by integrating Prophet with Redzone and Autocoding applications. We are looking forward to uncovering more opportunities together in the future.”

Key results
Worldwide Fruit has scaled and improved its quality control processes, resulting in happier customers and reduced operational risk. Automation has helped find and prevent “hard to spot errors” whilst reducing the time it takes to complete quality control checks. They have also removed substantial paperwork from the business helping meet and surpass sustainability goals.
The 2023 system integration project has created a single source of truth for Worldwide Fruit helping them make critical business decision based on accurate, real-time data. This integration has resulted in Worldwide Fruit’s SMART Industry Ready Index rank being better than ever and closer to their SMART Industry roadmap.
You can automate and digitalise your operations - speak to our team today for advice and guidance.
At a glance
Customer since: 2020
Challenge
Complex operations with thousands of SKUs
Improve quality control and labelling
Future ERP integration capability
Solution
OAL Connected with Autocoding, Paperless and APRIL Eye functionality.
24/7 support with annual audits to ensure code of practice compliance
Integration with Prophet ERP and Redzone OEE using Ignition SCADA/MES
Results
Improved quality control through an automated system
Deployed AI-based verification to enable further automation
Improved sustainability by removing paperwork
Right first-time data from a single source

Wealmoor, UK - Improving Quality with Automation
Wealmoor has built a reputation for specialty fruit and vegetables, supplying high-volume, high-quality produce every week. Across their UK factories, they have automated their date coding and packaging processes with the OAL Connected system including Autocoding and APRIL Eye functionality. Going digital has enabled them to eliminate product packaging and quality issues and significantly reduce food waste.
Wealmoor has built a reputation for specialty fruit and vegetables, supplying high-volume, high-quality produce every week. Across their UK factories, they have automated their date coding and packaging processes with the OAL Connected system. Going digital has enabled them to eliminate product packaging and quality issues and significantly reduce food waste.
Background
Wealmoor is an established, family-owned business specialising in the growing, packing and marketing of subtropical fresh fruits and vegetables from all over the world. They also produce homegrown seasonal vegetables and herbs.
In 2020, the company began investigating ways to help reduce food waste, product recalls, and complaints by transforming their operations. In particular, product packaging and quality errors in the packhouse were identified as a key area of improvement.
Challenge
Like many fresh produce companies, Wealmoor’s packaging processes were manual and paper-based. Use by dates were being manually adjusted on the printer by an operative checking against a printed reference document, which on occasion resulted in date errors. Shelf life could also be calculated for longer than intended. Possibility of these errors could result in product recalls, damaging company reputation and customer confidence whilst also being very costly.
Furthermore, batch processing was difficult as many products had to comply with a range of different customer requirements. For example, one product had over 40 different SKUs, making it difficult under a multi-tasked, constant pressure environment for line leaders to determine if a product was in the wrong packaging easily. As a result, both products and energy could be wasted.
Finally, Wealmoor’s offline print room was using an end-of-life label design software called Dataguard, which needed to be replaced with an integrated solution for label management.
Solution
Wealmoor chose to implement the OAL Connected system with Autocoding, Paperless and APRIL Eye functionality within their UK factories. These systems allowed them to both digitalise and integrate their systems to reduce manual errors. The controlled and centralised technical database that OAL Connected provided removed a large amount of paperwork whilst also ensuring that customer specifications were correctly adhered to every time.
By implementing the Autocoding and APRIL Eye modules, operational quality control was significantly enhanced. The system ensured that date codes and shelf life were correct and accurate, preventing production errors, rework and product wastage. Structured quality control testing regimes were put in place, which could be tailored to different customer specifications. In addition, a system was introduced that would check for errors and automatically stop the line before production was significantly affected. This made packaging, film, and ingredient errors much less likely.
The OAL solution automated online and offline label printing, replacing the existing Dataguard & Vector label design software with Clarisoft. For operators, this resulted in a streamlined user experience as they use one system for both online and offline printing.
“The introduction of automated systems from OAL has completely changed our operations. Since its installation, we’ve been able to streamline our processes and prevent errors before they caused further issues, protecting our reputation, enhancing trust and confidence. We’ve also seen the significant opportunity in increasing efficiency and operational effectiveness.”
Key results
The new system has prevented human error such as incorrect film application, packaging issues, and incorrect dates and barcodes in the packhouse. As a result, operational downtime has been minimised and wastage and product recalls have been prevented. In turn, this has helped the company protect their reputation and drive sustainability.
A further benefit of digitalising their systems is that is has allowed Wealmoor to upskill their staff and improve employee engagement and retention.
Transitioning to an integrated, automated system doesn’t have to be difficult – speak to one of our team for expert advice and guidance.

At a glance
Customer since: 2021
Challenge
Automate and digitalise existing paper-based processes
Reduce food and energy waste caused by date and coding errors
Improve quality control and correct labelling
Solution
OAL Connected with Autocoding, Paperless and APRIL Eye functionality.
Implemented a controlled, centralised, digital technical database.
Introduced structured quality control testing regimes tailored to customer specifications.
Results
100% compliance with customer requirements.
Reduced energy and food waste through fewer production errors.
Improved quality control through automated system.

Go-Tan, NL - Robots transform a sauce cooking business
Go-Tan is a producer of Asian-inspired foods. They introduced Steam Infusion and the APRIL Robotics Batch Processing System into their sauce production to improve production efficiency and flexibility, as well as to achieve net zero. The modernisation of their cooking processes opened up opportunities for new product development, energy efficiency measures, and further growth.
Go-Tan is the largest manufacturer of Asian-inspired sauces in the Netherlands and Europe. They introduced Steam Infusion and the APRIL Robotics Batch Processing System into their sauce production to improve production efficiency and flexibility, as well as to achieve net zero. The modernisation of their cooking processes opened up opportunities for new product development, energy efficiency measures, and further growth.
Background
Go-Tan is family-owned business that has been producing foods for over 65 years. Originally producing coated peanuts, the business moved into producing prawn crackers, then sauces, seasonings, noodles, and other snacks and side dishes.
In 2016, the company decided to build a new factory to accommodate more modern cooking methods that would give them the flexibility to produce sauces with different techniques and in varying quantities. This would enable them to keep up with the increased demand for their products whilst also providing opportunities to improve energy efficiency and achieve net zero.
Challenge
The existing steam-jacketed cooking vessels couldn’t keep up with demand. As the sauces were cooked from scratch using fresh ingredients, a cooking cycle could take over 1 hour and would lose a large amount of nutrients over that period. This was slowing down production whilst also limiting what could be produced and in what quantity.
They were also interested in using robotics to improve their cooking processes and agreed to partner with OAL to develop the APRIL Robotics Cooking Cell. This presented a challenge as Go-Tan use many ingredients and cooking techniques in their various sauce recipes, so a solution would need to be developed that could cope with both demands.
Furthermore, Go-Tan’s CEO had set a goal of achieving net zero within the company operations within the next 5–10 years. Achieving this required a complete modernisation of their processes, as the factory was over 30 years old and did not have the space or technology to incorporate new equipment, as a different layout was required.
Solution

Steam Infusion cooking lance removed from 600L batch vessel
The transformation of Go Tan’s sauce manufacturing has been a collaborative project with OAL over a number of years.
Steam Infusion cooking is a critical part of the APRIL Robotics Batch Processing System. The first step for Go Tan was to ensure their sauces could be made using Steam Infusion. Following successful trials in the UK, a 500L test system was deployed in the Netherlands to allow product matching and new product development. Steam Infusion enabled the reduction in cook time for a 500kg batch from over 60 minutes to less than 8 minutes.
The footprint of an APRIL Batch Processing System is different to a traditional plant due to the radial configuration around the robot. Therefore, Go Tan built a new factory to accommodate the new system.
The APRIL Batch Processing system includes two robots. One robot the “sous chef” is responsible for preparing raw materials. The 2nd robot, “chef” is responsible for moving 600L batch pans around multiple processing stations including high shear, steam infusion cooking, transfer and cleaning.
“The idea of the APRIL Robotics Cooking Cell appealed because I could see all the possibilities it offered: less piping, less waste, less pumps, more flexibility, lower costs, higher capacity – everything I could wish for. I have the first robotic cooking installation in the world, and it’s going to revolutionise the food industry. I think we will be better than anyone else at producing sauces.”
Key results

The new factory and equipment has been a game-changer for Go-Tan. As the first food producer to have a robotic cooking installation, they are now able to make products they could not make before. Despite being smaller than their competition, they are the number one producer in Europe for this product category. This tremendous achievement has been made possible by being cost effective and more flexible, whilst increasing their work capacity. The APRIL system installed offers:
Typical sauce production rates of 2,400 KG/per hour.
Cooking efficiency of circa 100kWh per tonne of finished product.
2 person operation for both ingredient preparation and plant operation (on traditional plants this is typically 6 to 10 people).
Sub 1% product yield losses (previously 5% yield losses with steam jacketed cooking technology).
Simple design for fully automated cleaning using minimal energy and water.
Go-Tan are also now looking to the future and next steps, not only in terms of what else they can produce, but how they can refine the cooking process, improve energy efficiency, and introduce more technology into their business.
Speak to one of our team to discover how you can revolutionise your food cooking processes with Steam Infusion and the APRIL Robotics Cooking Cell.
At a glance
Customer since: 2016
Challenge
Create a step change in sauce quality and production efficiency
Increase sauce capacity while enabling production flexibility
Improve energy efficiency with a view to achieving net zero emissions
Solution
Steam Infusion sauce cooking
2,400 KG/HR APRIL Batch Processing and Weighing sauce system
Co-development and ongoing system support
Results
600kg batch produced in less than 12 minutes
Flexibility to develop new products in small batches
Strong company growth in the last five years driven by the increased factory output

Agrana Fruit, FR - Powder pre-mix automation
Agrana Fruit is the global market leader for fruit preparation, with 25 production sites worldwide. At their Mitry Mory site in France, they have automated their powder pre-mix preparation with an APRIL Robotics Weighing System. By automating their previously manual process, they have achieved a step-change in safety, quality, accuracy of weighing and efficiency.
Agrana Fruit is the global market leader for fruit preparation, with 25 production sites worldwide. At their Mitry Mory site in France, they have automated their powder pre-mix preparation with an APRIL Robotics Weighing System. By automating their previously manual process, they have achieved a step-change in safety, quality, accuracy of weighing and efficiency.
Background
Agrana Fruit is one of three divisions of the Agrana Group, a global Austrian food business that produces sugar, starch and fruit. Agrana Fruit produces fruit preparations for the dairy market (yoghurt with fruit), ice cream and out-of-home catering.
In 2019, the group were looking at opportunities to transform its operations. The intention was to increase levels of automation and reduce manual handling issues throughout their operations. Ingredient weighing, specifically powder weighing, was identified as a key opportunity.
Challenge
The original weighing process at Agrana Fruit was entirely manual. Two operators per shift were responsible for carrying out all powder weighing. Manual handling and RSI were two key pain points, cross-contamination, a key quality risk.
Traditional material handling auger-based systems couldn’t provide the flexibility required to automate their weighing process. Fewer than 20 ingredients could be “live”, and the weighing range was too restrictive.
Agrana needed a system capable of handling over 50 ingredients that can be dosed to an accuracy of +/-1% with a weighing range lower than 1kg.
Solution
The APRIL Weighing System was chosen following successful powder weighing trials and digital simulations. A selection of Agrana’s ingredients were tested on OAL’s test system in the UK to demonstrate weighing accuracy and cycle time. Production data was modelled against a system simulation to demonstrate the system had the capacity required for today’s and future production.
The project includes real-time ingredient traceability and tracking between Agrana’s ERP system, SAP and the APRIL Weighing System.
The system was fully built and tested at OALs HQ in Peterborough, including integration testing. On-site delivery, the system had been fully debugged, enabling a fast start-up.
Key results
The installed system weighs powders from 250g to 25kg, significantly reducing the labour required. Over 95% of manual weighments have been automated with only additions under 250g completed manually.
The target weighing accuracy for the project was +/-1%. For most powders, an accuracy of +/-0.5% has been achieved, improving quality and reducing waste.
“In terms of safety, quality and weighing accuracy, the APRIL cell fully delivers against our expectations. I would say that the relationship with OAL has been good to excellent. We’ve had a lot to learn about automation and robotics, and OAL has been supportive every step of the way.”
If you’re looking for a precise and automated process for powder weighing, contact us today!
At a glance
Customer since: 2020
Challenge
Automate complex powder weighing process (50+ ingredients)
Reduce the risk of manual handling and injuries
Eliminate cross-contamination
Solution
APRIL Robotics Weighing System with 120 ASC locations
Integration with SAP ERP for real-time ingredient traceability and usage
Co-development and ongoing system support
Results
Average dosing accuracy better than target +/-1%
Vertical start-up following pre build and FAT at OAL, UK
Plan to roll out robotic weighing to other manufacturing sites

SENNA, AT - Delicious and sustainable innovations using Steam Infusion
SENNA, a renowned Austrian condiment manufacturer, has successfully implemented steam infusion cooking in their ketchup, sauces, and dressings production processes. This cutting-edge method has improved the quality, sustainability, and flavour of their existing products and allowed SENNA to develop new offerings, such as sour cream, to target untapped markets.
SENNA, a renowned Austrian condiment manufacturer, has successfully implemented steam infusion cooking in their ketchup, sauces, and dressings production processes. This cutting-edge method has improved the quality, sustainability, and flavour of their existing products and allowed SENNA to develop new offerings, such as sour cream, to target untapped markets.

Challenge
Traditional steam jacket and heat exchanger cooking technologies posed several limitations, such as uneven heat distribution, extended cooking times, and potential degradation of product quality. These drawbacks led to increased energy consumption, waste generation, and overall reduced sustainability. SENNA sought to overcome these challenges with the use of innovative technology. Following an extensive search and testing of a number of cooking technologies, Senna chose Steam Infusion cooking.
Solution
SENNA adopted steam infusion technology, which utilises hot steam for a gentler and faster preparation process, preserving the natural aromas and quality of raw ingredients. This method led to more delicious and superior-quality condiments for consumers. Additionally, the new plant focused on environmentally friendly production and increased sustainability. The steam infusion line significantly conserved energy, minimised waste generation, and required fewer raw materials.
“The new steam infusion line saves energy, is eco-friendly thanks to reduced waste, reduces the amount of raw materials used and provides urgently needed capacities for SENNA condiment production.”
Speak to one of our team to discover how you can improve your cooking processes with Steam Infusion

At a glance
Customer since: 2019
Challenge
Slow cooking times and uneven heating with traditional cooking technologies
Limited product development opportunities
Solution
Steam Infusion sauce cooking
Recipe development
Results
Fast cooking and product changeovers
Expanded product range
Joseph Robertson, UK - Productivity is the catch of the day
Joseph Robertson, a leading seafood company based in Scotland, has installed an OAL Connected system to protect its packaging lines securing a 50% improvement in productivity.
Joseph Robertson, a leading seafood company based in Scotland, has installed an OAL Connected system to protect its packaging lines. The subsequent software upgrade allowed the business to secure a 50% improvement in productivity since installation in 2019 and eliminate paperwork from the factory floor.

As seen in Food Processing Magazine.
Background
Joseph Robertson, a family business committed to sourcing ethically sustainable seafood and supplying the very best quality, best value products possible, has been in business since 1878. Following recent growth, the leadership team was considering ways in which the company could safeguard its retail packaging lines to prevent product recalls.
Initially the company was looking to tighten up its label & date code verification to ensure full security at higher volumes and compliance with retailer codes of practice. This search led them to the OAL Connected system to automate what had previously been a manual process. Following its successful implementation, the OAL Connected system was upgraded to measure the plant’s performance, allowing the company to achieve a 50% improvement in its overall equipment efficiency (OEE) and go paperless.
Challenge
The primary objective of the project was to find a label & date code system that could prevent product recalls and protect the company’s packaging lines. The product quality checks and production data at Joseph Robertson’s 80,000 sq foot, state-of-the-art manufacturing site were largely paper-based, leaving the company open to human error and unable to track performance easily as all of the data was on disparate pieces of paper.
As Joseph Robertson supplies a number of retailers, an automated system was required that was flexible enough to ensure the right product left the facility in the right packaging with the right date code every time to protect consumers, their customers and their bottom line.
Solution
The OAL Connected label & date code verification solution was chosen thanks to its proven ability to prevent product recalls. By applying 2D codes to all packaging and linking the OAL Connected system to the printers, every product is now scanned and compared to the pre-entered job information on the master database to make sure that the right packaging, label and date code are present, automating the process and eliminating human error across all retailer products.
Following the installation of the OAL Connected system, the company decided to invest further to upgrade the system and take advantage of the OEE capabilities to measure plant performance and boost productivity. Due to the fact that the OAL Connected system is in place to check date codes, it provides a much more accurate view of OEE than many other systems as the start and the end of the product run must be entered, capturing the entirety of operational time. Any stoppages must be accounted for, with operators obliged to enter a reason code for each interruption, whether it’s frequent short stops or more significant downtime. This allows stakeholders to see exactly what happened on a particular production run rather than having to sift through mountains of paperwork, trying to ascertain where and why a problem occurred.
Real-time data reports can be accessed from anywhere, allowing key stakeholders to view pressure points in the process and immediately rectify any causes of downtime, solving the problem at the source to improve future performance and transforming productivity levels.
In addition, paperwork has been eliminated as all checks are now carried out digitally, increasing accuracy by removing the element of human error, enhancing traceability, reducing storage costs and making everyone’s life easier, from those having to complete the forms to those trying to gain meaningful insights from them.
Key results
Not only has Joseph Robertson been free of product recalls since installation, the company was also able to achieve payback on the system in under three months thanks to the productivity gains. By making the most of its equipment, the team can now meet deadlines with ease, even at increased capacity with the same footprint, equipment and staff.
“I’ve been very impressed with the OAL Connected system, it’s really been a game-changer for us. What was originally brought in to prevent product recalls has now become an invaluable tool to improve our production efficiency while also eliminating paperwork from the factory floor. By highlighting ‘invisible’ problems, the system has transformed our operations and helped to position us for future growth.”
Using the OEE functionalities, Joseph Robertson has been able to increase its productivity by 50% through a range of activities designed to eliminate short stoppages that quickly add up. And they’re not done yet; the system has given them the confidence to set an even higher OEE target as the team continues to drive further improvements based on the data generated by the system. The next stage in the journey is to roll out the OAL Connected system to other areas of the facility to bring further productivity gains and remove the remaining paperwork.
Want to replicate Joseph Robertson’s success? Contact us today to boost your productivity!
At a glance
Customer since: 2018
Challenge
Risk of label and packaging errors with higher volumes.
Compliance with retailer codes of practice.
Manual downtime recording and reporting.
Solution
OAL Connected installed across 4 packaging lines.
OEE downtime recording and reporting
24/7 support contract with audits to ensure retailer code of practice compliance.
Results
No product recalls since installation.
50% productivity improvement
Life Health Foods, UK - Label and date code verification
Pioneer Foods produce a range of breakfasts cereals for many of the UK’s leading retailers and brands. OAL helps protect their 280 SKUs from packaging errors with automation.
Life Health Foods (formerly Pioneer Foods) produce a range of breakfasts cereals for many of the UK’s leading retailers and brands. They manufacture around 280 SKUs from over 300 raw materials including numerous allergens.
“Without a doubt I would recommend OAL to other manufacturers. It gives us the sense we are doing everything we possibly can to mitigate risk. And yes sometimes there’s mistakes but this system is the fail-safe and it makes sure those mistakes don’t go outside of your business.”
Challenge
Like many food businesses, the site relied on paperwork and manual human inspection to verify the right date code and packaging is applied to their products.
Life Health Foods wanted a failsafe system to stop the risk of packaging errors entering the supply chain.
Solution
We installed our OAL Connected system across 5 packaging lines at Pioneer Foods. The solution was “a breath of fresh air” to Life Health Foods, scanning every date code before it leaves the facility and checking against the pre-programmed date to avoid errors and prevent product recalls.
“Planning, installation, training, support has been very, very easy.”
Fancy a breath of fresh air? Let us safeguard your packaging line today.
At a glance
Customer since: 2017
Challenge
Risk of packaging error from human errors
Reliance on paper-based manual checks.
Multiple retailer customers with over 280 SKUs and allergen risks.
Solution
OAL Connected installed across 5 packing lines
24/7 support contract with audits to ensure retailer code of practice compliance.
Results
Zero packaging errors and improved customer relations.
Removal of manual systems and paper-work

Fresh salad manufacturer increases yield and reduces wastage
OAL has helped one of the UK’s largest fresh salad operations reduce wastage and increase the efficiency of their packaging line with automation.
OAL has helped one of the UK’s largest fresh salad operators reduce wastage and increase the efficiency of their packaging lines by deploying Autocoding and a SCADA upgrade.

Challenge
The site was investing in new leaf washing, mixing and drying lines due to the age of existing equipment and a drive for improved line efficiency. As part of the investment, the site had a requirement to update the existing automation, with a keen focus to improve efficiency and flexibility to suit the vast selection consumers now demand.
After reviewing suppliers, the customer chose OAL due to positive word of mouth recommendations from sister sites who have experienced first-hand working with OAL on similar projects and the difference it can make to their production line efficiency.
Solution
A key part of OAL’s solution was to focus on the operator. Previously, twelve operators worked together to feed one weigh station, where the only feedback on giveaway was a single beacon. By installing a load cell, barcode reader and touch screen to every operator’s preparation station, feedback and reporting can be customised to individual requirements.
OAL’s SCADA system provides supervisory control of preparation stations covering recipe and scheduling. The OAL solution included the following highlights to ensure operational engagement, yield improvements and quality control.
Visibility

To drive operator engagement and yield improvements, the OAL Connected solution takes a proactive approach to increasing visibility. For operators, they now have all the information they need on a screen in front of them and get constant feedback as to productivity and yield.
For management, this means full visibility of performance, who is the most productive and who performs the best for giveaway. With this information in real-time, they can now work on the shop floor to drive improvements. Large screen TV’s have been placed on the line to show everyone’s performance, driving a performance-led culture.
Reports are web-based so that they can be accessed anywhere within the company's Intranet. All sites can view other sites performances and the reports are updated directly from SCADA. This allows for effective real-time comparisons across the country without direct contact.
Virtualised SCADA
The OAL solution has used a virtual SCADA system over the more traditional server installed systems seen in food factories. A key benefit of virtualisation is the ability to reduce downtime because of the real-time backup of data. Furthermore, virtualised systems require less maintenance and have a lower cost of ownership. Combining the virtualised SCADA with Terminal Services based client’s results in an extremely robust infrastructure.
Terminal services based thin clients reside predominantly on the back of the plant monitors. They provide a remote desktop connection onto the SCADA. The main advantage of this is that a client is not tied to one location, and it is interchangeable. If a client breaks, it can simply be removed and replaced with a spare.
Another advantage is a saving in cost, not only in hardware but in software as well. Due to the SCADA software being server-side, licensing costs are reduced. In traditional SCADA architecture, each machine would need a software license. With the new client architecture, a license is needed for each server (two in this case), and then special ‘client’ licenses for each thin client. The thin client licenses are significantly cheaper than standard licenses, reducing cost.
Security is also improved as the servers are the single point of contact to the outside world. This means that only the servers need protecting.
Result
The new OAL Connected vegetable preparation station automation has provided the customer with the visibility and tools to improve yield and efficiency. The project was completed on schedule and the site was delighted with the new visibility of the preparation system. Since installation, the site has already begun to see the benefits that include:
A reduction in yield losses due to enhanced visibility of the vegetable preparation.
Reduced downtime leading to an increase in production.
An increase in productivity and quality as a result of automated quality control checks and improved planning and decision making.
At a glance
Customer since: 2015
Challenge
Replace existing salad prep stations.
Requirement for “live” waste and efficiency to drive improvements.
Solution
12 digital salad prep stations with real-time waste and efficiency recording and reporting.
Integration with recipe manager and scheduling.
Results
A reduction in yield losses due to enhanced visibility of the vegetable preparation.
Reduced downtime leading to an increase in production.
An increase in productivity and quality as a result of automated quality control checks and improved planning and decision making.
Blue Earth Foods, UK - Label and date code verification
Blue Earth is a major supplier of chilled seafood products to supermarkets throughout the United Kingdom and Europe. When choosing an automated solution, a key requirement was to avoid downtime during installation and OAL Connected rose to the challenge.
Blue Earth Foods is a major supplier of chilled seafood products to retail supermarkets throughout the United Kingdom and Europe. OAL has worked with the rapidly expanding business since 2009 providing autocoding across their packaging lines.

Challenge
Like the whole of the food industry, Blue Earth foods were facing increasing pressure from retailers to guarantee that all packaging and date coding was correct.
Correct packaging and data coding prevent product recalls and withdrawals that not only jeopardise their customer relationships but also have high fines associated with them. A robust and expandable system was needed to eliminate these risks whilst minimising any disruption to food production.
The key elements of the data code and labelling challenge at Blue Earth Foods were as follows:
Similar packaging because many of the products fell within the same ranges
High variance in date codes because of short life on products between production runs
Printed top webs with no barcode identification on them could be incorrectly used on another product
Packaging format, thermoformed trays, printed top web & base label
Blue Earth achieved date code and label verification with minimum disruption to its manufacturing operations. Since rolling the system over further lines, there has been 100% data and label verification with no associated product withdrawals or recalls.
“From a technical point of view, OAL understood not only our needs but our customers’ needs as well. This was an invaluable asset that facilitates joint decision making. The system is easy to use and gives you peace of mind and reassurance that the correct dates and packaging are on the product. ”
Solution
Blue Earth foods chose OAL because they understood the tried and tested Autocoding system being offered meant that they could achieve correct date code and packaging verification with minimal disruption to production.
For Blue Earth Foods convenience, OAL deployed the Autocoding system in a staggered approach. Initially, two lines, a central product database and supervisory software were installed. This minimised interruption to production and gave Blue Earth flexibility to roll out the system to remaining lines when required.
For the first phase, 2D barcodes were added to the film & labels. This gave full version control over the packaging to product checks, even when a standard 1D barcode was not printed. Omni-directional scanners were used to check the 2D codes on film and 1D codes on labels which meant that all potential challenges highlighted were solved.
“The installation team were easy to get on with and very obliging. They already know the food industry and its standards and as such managed the installation accordingly to eliminate product risk and line downtime”
Want to automate your label & date code verification? Get started with OAL Connected!

At a glance
Customer since: 2009
Challenge
Risk of packaging error from human errors
Reliance on paper-based manual checks.
Multiple retailer customers with over 280 SKUs and allergen risks.
Solution
OAL Connected installed across 5 packing lines
24/7 support contract with audits to ensure retailer code of practice compliance.
Results
Zero packaging errors and improved customer relations.
Removal of manual systems and paper-work
Ichiban, UK - Largest UK sushi manufacturer
Ichiban UK (the UK’s largest Sushi Manufacturer) comply with retailer codes of practice thanks to automation and support from OAL.
Ichiban UK (the UK’s largest Sushi Manufacturer) comply with retailer codes of practice thanks to automation and support from OAL.

Ichiban produces both own label and branded authentic sushi for major retailers in a growing UK market. At their single site in Suffolk they employ over 450 staff in a 24/7 operation, and last year alone they cooked around 1,200 tonnes of rice.
Challenge
Ichiban UK Ltd contacted OAL to investigate the implementation of a label verification and date code control system in response to the introduction of stricter rules, regulations and codes of practices set by retailers. Breaches of these codes of practice can result in substantial fines as well as loss of reputation.
The increasing consumption and popularity of sushi meant any installation needed to minimise downtime to maintain capacity.
“We chose the OAL system because it’s a tried and tested solution that provides the compliance we need. It’s easy to use and has helped us focus by accurately recording line stoppages and identifying areas for improvement.”
Solution
The OAL system was installed across five packing lines at Ichiban to ensure the correct label, date code and price has been applied to products. A touch screen terminal was installed on each line that linked to scanners, C Wrap labellers, Ice printers (Ice Thermal Transfer labeller), and Mettler Toledo checkweighers with a master database of products. A fifth mimic terminal was installed in the Low-Risk area for operators to carry out routine quality checks and to scan outer case label barcodes, ensuring products are packed in the correct case.
2D coding & scanning
2D barcoding and scanning allow Ichiban to scan products without using the EAN barcode which means all areas of packaging are traceable (to ensure the correct version of labels are used). This simple system reads every single code that passes through the scanner, compares it to the job inputted within the system by the line operator. If a mismatch error occurs the line completely stops and must be investigated and signed off by a manager.
Unlike 1D barcodes, 2D barcodes provide complete control over the version of packaging used. 2D barcodes are not under the control of the retailer, so can be adjusted when there are any minor changes to the packaging to ensure that old packaging is not used.
Promo labels
The OAL system provides assurance over the correct use of promo labels. By applying a 2D code to the front of the label or printing a 2D code onto the backing paper the label can be scanned. If the product does not require a promo label, the scanner will either detect the wrong barcode or will detect a consecutive no read and stop the line.
Results
Working with OAL has provided peace of mind to Ichiban by securing the label, date codes and price on their packaging. The system was installed quickly with minimal factory downtime.
Want to replicate Ichiban’s success? Contact us today to secure your factory.

At a glance
Customer since: 2015
Challenge
Risk of label and packaging errors.
Compliance with retailer codes of practice.
Solution
OAL Connected system installed across 5 packaging lines.
Support contract with audits to ensure retailer code of practice compliance.
Results
No product recalls since installation.
Easy compliance with retailer codes of practice.

Larco Foods, NL - Highly efficient 9,000kg per hour soup production
Larco Foods, a specialist Dutch soup manufacturer, use Steam Infusion to cook a range of stocks, broths and soups efficiently.
Larco Foods, a specialist Dutch soup manufacturer, uses Steam Infusion to cook a range of stocks, broths and soups efficiently at rates up to 9,000kg per hour using a single 3,000kg cooking vessel.

Challenge
In a fiercely competitive market, Larco Foods aimed to cut operational costs and processing time for their broths and soups. The conventional steam jacket and heat exchanger cooking methods had certain shortcomings like uneven heat distribution, prolonged cooking duration, and a possible drop in product quality. After trying out the Steam Infusion system, Larco Foods opted to include the Vaction™ technology in their new cookhouse, provided by OAL, to decrease processing time significantly.
Solution
OAL delivered a turnkey solution to Larco Foods, covering the design, manufacturing, automation and installation of a system to manufacture 9,000kg (19,800 lbs) of soup per hour. A 3 tonne (3.3 US ton) cooking vessel has two Steam Infusion Vaction Pumps mounted on lances to enable high speed cooking. The project also included two holding vessels, a CIP system and a recipe control system.
Steam Infusion has reduced the production time of soups and sauces by over 50% and the site can now produce up to 9 tonnes (9.9 US ton) of soup per hour. The products produced with Steam Infusion have shown an increased flavour profile, which opens the doors to the possibility of ingredient reduction, driving further savings and healthier products for their customers.
“Since purchasing the Steam Infusion system we have reduced the production time of our soups and sauce by more than 50% as well as reducing energy whilst still maintaining our exceptional product quality.
We have also seen an increase in the flavour profile of our product which will lead us to the possibility of reducing ingredients such as salt, spices and flavour enhancers making our product healthier for our customers.”
Speak to one of our team to discover how you can improve your cooking processes with Steam Infusion
At a glance
Customer since: 2014
Challenge
Slow cooking times and uneven heating with traditional cooking technologies
Limited product development opportunities
Solution
Steam Infusion soup cooking
Recipe development support
Results
Cost leader in a highly competitive market
Over 50% reduction in energy consumption
Improvements in soup flavour profile
SCADA replacement improves data visibility at leading UK bakeries
OAL has replaced an existing SCADA and recipe tracking system across 6 bakery sites improving resilience and providing the tools and date visibility to grow and improve operational efficiency.
OAL has replaced an existing SCADA and recipe tracking system across six bakery sites improving resilience and providing the tools and date visibility to grow and improve operational efficiency.
Customer
One of the UK’s largest vertically integrated baking and flour milling businesses with over five bakeries in the UK.
Challenge
The bakeries were undergoing reinvestment of which a key requirement was to improve operational performance through better control, reporting and visibility of; scheduling, recipe control, product tracking, set points, adherence to plan, yield, waste and water absorption.
The new SCADA system needed to be robust and require minimal levels of maintenance to ensure a low cost of ownership.
The existing project management information system (PMIS) that was used across a number of sites to offer basic SCADA functionality required a complete overhaul, the existing system was over 30 years old.
Solution
Following a review of suppliers, OAL was chosen to replace the old SCADA system and implement their proven bakery product tracking system because of our bakery controls experience.
As part of the enabling works, the bakeries installed a Modicon PLC on each plant. This plc is used to capture data from the various areas of the plant and store in a central location.
OAL’s SCADA system uses these as the primary source to capture data and control hardware on the plant. In addition data is exchanged directly with packaging lines via CompactLogix PLC’s and directly with Mixers via existing Modicon PLC’s.
Legacy devices are connected to the new Ethernet infrastructure. This gives the bakery the opportunity to continue upgrading the rest of their equipment to Ethernet devices in the future, whilst maintaining communication with existing equipment.
The OAL solution included the following highlights to ensure long term operational success and a robust system was delivered on time as part of a phased roll-out to bakery sites:
Paperless
The new system enables paperless recording and reporting of ingredient usage, plant utilisation, waste and yield whilst also providing maintenance/engineering functionality. Significantly the system utilises the newly designed reporting software to improve engagement and visibility of plant data. The new screens pictured look very different to the old screens and uses clever traffic light systems to highlight intolerance's.
The new screens provide a much greater resolution in tracking, and as such it is much easier to view what is going through the plant at a glance. This is due to the re-design of the screens and the use of colour whilst still remaining familiar with the old system.

Reports are web based so that they can be accessed anywhere within the company's Intranet. All sites can view other sites performances and the reports are updated directly from SCADA. This allows for effective real time comparisons across the country without direct contact.
Virtualised SCADA
The OAL solution has utilised a virtualised SCADA system over the more traditionally server installed systems seen in food manufacturers. A key benefit of virtualisation is the ability to reduce downtime because of the real time backup of data. Furthermore virtualised systems require less maintenance and have a lower cost of ownership. Combining the virtualised SCADA with Terminal Services based clients results in an extremely robust infrastructure.
Terminal services based Thin clients reside predominantly on the back of the plant monitors. They provide a remote desktop connection onto the SCADA. The main advantage of this is that a client is not tied to one location, and are interchangeable. If a client breaks it can be simply removed and replaced with a spare.
Another advantage is a saving in cost, not only in hardware, but in software as well. Due to the SCADA software being server side, licensing costs are reduced. In traditional SCADA architecture, each machine would need a software license. With the new client architecture a license is needed for each server (2 in this case), and then special ‘client’ licenses for each thin client. The thin client licenses are significantly cheaper than standard licenses, reducing cost.
Security is also improved as the servers are the single point of contact to the outside world. This means that only the servers need protecting.
Result
The highly technical project was completed to schedule and the bakeries were delighted with the new visibility of the tracking system. Long term trending and intelligence will allow the bakeries to instil best practices across the group and secure operational improvements. Over the last 12 months sites have already begun to see the benefits that include:
● Reduction in yield losses due to enhanced visibility of the process parameters.
● Reduced raw material usage across sites.
● Increase capacity because of improved scheduling.

Dry materials handling project increases production capacity at large doughnut manufacturer
OAL designed, installed and automated a new dry material handling system comprising silos and big bags to increase doughnut production to 50,000 per hour at market leading food manufacturer.
OAL designed, installed and automated a new dry material and liquid handling system comprised of silos, big bags and IBC's to increase doughnut production to 50,000 per hour at market leading food manufacturer with a total project cost of c£870,000.

The new silo designed and installed by OAL at the bakery
Customer
Our customer is one of the largest manufacturers of doughnut and other baked goods in the UK and is a part of an internationally recognised food business.
Challenge
The bakery wanted to improve the handling of both their liquid and dry ingredients and were seeking to:
Minimise the manual handling of ingredients to improve health and safety.
Reduce operating costs associated with ingredient handling.
Improve accuracy of mixes.
The supplier and the solution had to take into consideration:
The bakery operates 24 hours a day, 7 days a week, therefore it was crucial that the manufacturer trusted their supplier to work to the agreed schedule to ensure that it did not disrupt their everyday operations.
The manufacturer of doughnuts uses multiple dry and liquid materials from various packaging formats, for instance; flour, sugar, yeast and water. The system had to be flexible to work accurately with multiple ingredients of various particle sizes.
The new material handling system was to feed a new batch mixing system with a capacity of 50,000 doughnuts per hour production line.
Solution

Three Big Bag Stations with Sifting
OAL was chosen to supply the automated ingredient handling system based on a comprehensive solution to the ingredient handling system and successful visits to reference sites demonstrating the quality of work, with strong reference to our hygienic design principles. The OAL system is designed to minimise the loss of ingredients through the transfer lines and eliminate the incorrect batching of ingredients. Interesting aspects of the project included:
Silo, big bag & IBC feeds
The ingredient system delivers bulk flour from a silo, concentrates from FIBC's (Flexible Intermediate Bulk Container) as well as liquids from both IBC (Intermediate Bulk Container) and existing plant feeds forming a total of eight ingredient supply points.
Automated ingredient supply points
An HMI and recipe management system make it simple for users to monitor their production line including the ingredient supply points. The flour, powders (FIBC Big Bag Stations) and hand-tips feed a single line that is then split via a diverter valve (PDV100) to supply Mixer 1 and 2 receivers. The receivers then supply the mixers with the powder based ingredients. Each of the liquids has dedicated supply lines to the mixers directly. The control system then automates the flour, powders and liquid additions. When hand-tips are required, the system will prompt the operator for the desired ingredient.
Commissioning
Upon the completion of all installation work, OAL was responsible for ensuring that the plant and system were tested and certified for operation before the project was signed off. To ensure that the system continued to work as required, OAL also offered the manufacturer an engineer on site for two weeks post installation so the initial production could be set up for product trials and validations offering them further peace of mind with their new system.
Results
OAL successfully manufactured, installed and commissioned a dry materials handling system for a large doughnut bakery. OAL worked closely with the project coordinators to ensure that their product and material specification had been met so it was easier to integrate the new system into their current factory set-up. The doughnut production line can now store and transport both dry and liquid-based ingredients more efficiently using OAL’s tried and trusted system.

Upgrading the Largest Flour Mill Control System in the UK
The largest flour mill in the UK has upgraded its control system to improve performance, productivity and reporting with support from OAL.
The largest flour mill in the UK has upgraded its control system to improve performance, productivity and reporting with support from OAL.
Customer
A global food processor operating with multiple flour mills in the UK, processing more than a million tons of wheat a year. They produce a range of white, brown, whole-meal and speciality flours for use in the bakery industry.

Challenge
Their flour mill in Northamptonshire, UK, required a new control system as parts of the previous system were over 30 years old and unable to offer the degree of control, limiting the sites operational performance. Replacing a 30-year-old system represented a number of challenges:
Visualising the complex process of milling on screen for a large site with various product routes
Production requirements meant only 1 software test day was available a week
Solution
OAL installed a state-of-the-art automated controls system at the site. This provided complete control and visibility of the entire milling process. Crucially the SCADA system gives the site the option of bypassing parts of the process to increase the speed of production or avoid faulty equipment.
A key aspect of the project was the flexible deployment of the solution, allowing production to run to target with only 1 test day available a week. The OAL team completed a technically challenging step by step switchover from the old to the new system.
Results
The OAL solution has significantly assisted in enabling the flour mill to achieve optimal performance. The entire site can now be controlled from one point leading to a significant reduction in headcount. Complete visualisation of the process has decreased production time for certain products. More reliable yield data from the factory has allowed improved pricing accuracy of flour.
Premier Foods, UK - ERP & SCADA automation lead to major throughput increases
Fully integrated ERP and plant visualisations and reporting deliver an impressive 26% improvement in average throughputs at Premier Foods Ashford as five factories are combined into one.
Fully integrated ERP and plant visualisations and reporting deliver an impressive 26% improvement in average throughputs at Premier Foods Ashford as five factories are combined into one.
Customer
Premier Foods are one of the country’s largest food producers. The business supplies some of the leading household branded products from a portfolio of “Power Brands” including Bisto, Hovis, Sharwood’s. Birds, Ambrosia, Bachelor’s, Oxo, Mr Kipling and Loyd Grossman.
Challenge
The Premier Foods factory at Ashford was expanded to allow the reconciliation of a number of sites into one and it now produces mainly dried products. With the size and scale of the investment, an advanced control system was required to allow the site to effectively manage the production, provide quality control and link to the sites ERP systems, providing a common scheduling and stock tracking reconciliation system. Over 30 shop floor PCs were required to be controlled. The success criteria for the project were:
Yearly production savings
Increased productivity
Fewer customer complaints
Improved yield
Solution
OAL was appointed lead controls supplier and successfully implemented a state-of-the-art automated controls system at the redeveloped site. Site purchased equipment, and OAL worked with these suppliers to provide the appropriate control panel, software and electrical installation.
“OAL used their advanced software to help us identify plant improvement opportunities on third-party equipment. OAL then implemented these improvements using their process /automation teams. The results were very impressive with average throughputs gains of 26%!”
Links were set up to the site ERP system to automatically receive recipes and production plans which were displayed on the shop floor. Upon completion of batches, the finished product batch information and quality checks were automatically booked into the ERP system.
Advanced reporting allowed a detailed breakdown of the time taken to perform process steps allowing the site to identify opportunities to speed up the plant easily. OAL then helped the site to increase capacity using their process and automation skills to improve third-party equipment that previously was not performing to specification.
Results
Premier Foods have successfully built a state-of-the-art facility at the Ashford site. OAL has supported Premier Foods to achieve:
38% less reject batches
63% reduction of labour cost per tonne of ingredients
New plant throughput increase by 26%.
They continue to use OAL as a key supplier of engineering expertise and 24-hour support at the site.
If you’re ready to boost your throughputs, get in touch today and find out how we can increase your productivity.

Heinz Secure Infant Formula Packaging Integrity with OAL System
Heinz secures infant formula packaging integrity with OAL automation system scanning spinning cans at 97ppm.
100% read rates on spinning cans at a rate of 97 per minute to secure packaging integrity of baby formula for Heinz.
Customer
At the HJ Heinz factory in Cumbria, UK, baby milk powder is manufactured and packaged ready for distribution overseas. Due to the sensitive nature of the products, accurate barcode reading is essential to ensure the correct products are identified and shipped to the correct customer.
Challenge
The site was using a label verification system from another supplier where one element could only read ladder barcodes. Although a separate system was created to read the picket fence barcodes, the readers could not cope with the 97 cans per minute high-speed production. Heinz were keen to upgrade to a more reliable system which could achieve 100% read rates, eliminating any risk of packaging errors.
“Heinz chose the OAL Autocoding system because they were the only suppliers we reviewed to offer 100% read rates on products. The integrated quality checks on the Autocoding system and ability to offer 24-hour support have added significant value to the business.”
Solution
OAL installed their Autocoding system using six Cognex DataMan 302X readers, enabling at least two of the readers to read the code on the can as it rotated through 360 degrees. Importantly the system was able to handle the convex structure and reflective surface of the large cans. If incorrect barcodes or ‘no reads’ are detected, alarm beacons and display screens alert the operators who will stop the line and clear the defective product to ensure no incorrect product continues into the packaging area.
Read rates are reported as part of the standard OAL Autocoding system, allowing for easy monitoring of production performance. The system also links to the site’s Domino inkjet printers and Markem case printers to ensure the correct dates are printed on each pack, ready for shipment.
Results
Autocoding has eliminated any risk of packaging errors; 100% read rates prevent incorrect tins being packed and print control has ensured the correct dates are applied. False line stoppages due to ‘no reads’ have been removed improving production performance.